磨きの精度の数値化
数値を客観的に表す
以前より鏡面磨きの技術には自信を持っていましたが、私たち自身その精度を客観的な数値などで表すことが出来ませんでした。
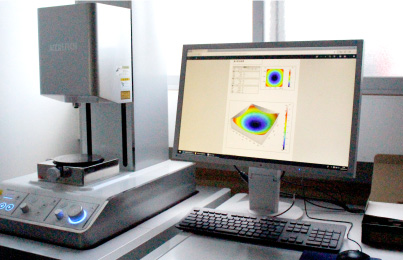
そこで研磨精度がお客様のご要望の精度になっていることを分かりやすくお伝えするために、「非接触三次元表面粗さ・形状測定機」を導入し、数値としてご提供できるようになりました。
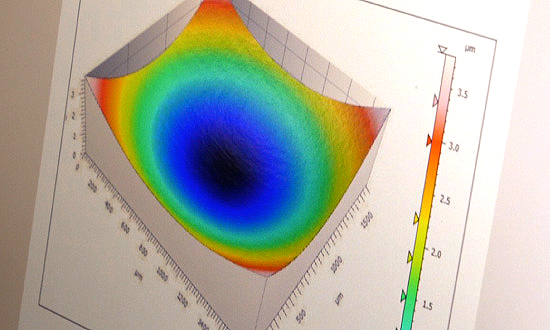
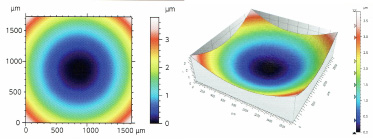
サンプルの解析と測定
当社で導入した「非接触三次元表面粗さ・形状測定器」により、磨き後の測定結果を目に見える数値として表し、お客様のご要望に沿った仕上がりであるという保証を行うことが出来るようになりました。実際のサンプル品の解析と測定をご確認ください。
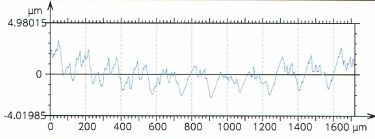
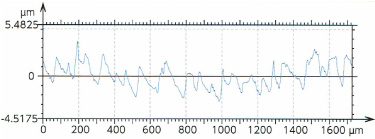
Before

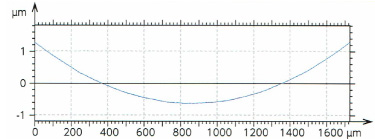
2次元粗さ解析 X方向 断面
2次元粗さ解析 Y方向 断面
| 軸:X | |
| 長さ: | 1726.20μm |
| サイズ: | 1600ポイント |
| 間隔: | 1.07955μm |
| 軸:Y | |
| 長さ: | 1726.47μm |
| サイズ: | 1600ライン |
| 間隔: | 1.07972μm |
| 軸:Z | |
| 長さ: | 8.07740μm |
| Min: | -3.3568μm |
| Max: | 4.72060μm |
| 間隔: | 0.000100μm |
| ISO4287 | ||
| 高さ方向のパラメータ・粗さ曲線 | ||
| Rz | 3.22418μm | ガウシアンフィルタ,0.8mm |
| Ra | 0.631952μm | ガウシアンフィルタ,0.8mm |
| 横方向のパラメータ・粗さ曲線 | ||
| RSm | 89.8426μm | ガウシアンフィルタ,0.8mm, ISO4287 w/o改... |
| ISO4287 | ||
| 高さ方向のパラメータ・粗さ曲線 | ||
| Rz | 4.06515μm | ガウシアンフィルタ,0.8mm |
| Ra | 0.715839μm | ガウシアンフィルタ,0.8mm |
| 横方向のパラメータ・粗さ曲線 | ||
| RSm | 87.3490μm | ガウシアンフィルタ,0.8mm, ISO4287 w/o改... |
After

2次元粗さ解析 X方向 断面
2次元粗さ解析 Y方向 断面
| 軸:X | |
| 長さ: | 1726.20μm |
| サイズ: | 1600ポイント |
| 間隔: | 1.07955μm |
| 軸:Y | |
| 長さ: | 1726.47μm |
| サイズ: | 1600ライン |
| 間隔: | 1.07972μm |
| 軸:Z | |
| 長さ: | 3.79470μm |
| Min: | -1.2678μm |
| Max: | 2.52690μm |
| 間隔: | 0.000100μm |
| ISO4287 | ||
| 高さ方向のパラメータ・粗さ曲線 | ||
| Rz | 0.017890μm | ガウシアンフィルタ,0.8mm |
| Ra | 0.00271986μm | ガウシアンフィルタ,0.8mm |
| 横方向のパラメータ・粗さ曲線 | ||
| RSm | 65.2357μm | ガウシアンフィルタ,0.8mm, ISO4287 w/o... |
| ISO4287 | ||
| 高さ方向のパラメータ・粗さ曲線 | ||
| Rz | 0.021560μm | ガウシアンフィルタ,0.8mm |
| Ra | 0.00367228μm | ガウシアンフィルタ,0.8mm |
| 横方向のパラメータ・粗さ曲線 | ||
| RSm | 74.8930μm | ガウシアンフィルタ,0.8mm, ISO4287 w/o... |

オープンクリーンシステム
-KOACH-の導入
私たちの行っている鏡面仕上げは、微粒子レベルの塵で仕上がりが左右されるほど、高い精度が求められます。
昔から「磨き屋の敵はチリとホコリ」と言われる程、作業中に発生した数ミクロンレベルの微粒子が傷の原因になってしまうのです。
一度傷が付いてしまうと、加工面全体を磨きなおす必要があります。高いレベルの鏡面仕上げでは、完成するまでは神経をとがらせて作業をしなければなりません。
昔から「磨き屋の敵はチリとホコリ」と言われる程、作業中に発生した数ミクロンレベルの微粒子が傷の原因になってしまうのです。
一度傷が付いてしまうと、加工面全体を磨きなおす必要があります。高いレベルの鏡面仕上げでは、完成するまでは神経をとがらせて作業をしなければなりません。
今井技巧では、お客様の高度な要求に応えるためにオープンクリーンシステム「KOACH」を導入いたしました。気流を利用して周りを囲わずにクリーンな空間を実現できるので、細かい作業も滞りなく行えます。この「KOACH」の導入により、最高級の精度の仕上がりを実現しています。
#8000~は
クリーンルームで作業
今井技巧では、お客様の要望にお応えするために#240000までの鏡面仕上げに対応しています。#8000以上の仕上がりを求められる作業は自社で導入したクリーンルームで行っています。職人の持つ高い技術に加え、作業環境にも気を配ることで、自信を持って納品できる仕上がりを実現しています。
匠の技を最大限に引き出し、全てのお客様のご要望に確実に応えるために、研磨作業に合った道具や環境整備にも徹底してこだわり続け業界トップレベルの精度の仕上がりを実現していきます。
匠の技を最大限に引き出し、全てのお客様のご要望に確実に応えるために、研磨作業に合った道具や環境整備にも徹底してこだわり続け業界トップレベルの精度の仕上がりを実現していきます。

測定器を導入。
お客様の声にこたえる
今井技巧の鏡面磨き技術には精度保証への対応もできる絶対的な自信を持っています。磨きにおいてはクリーンシステムの導入を行い、作業環境を整えることで研磨精度の維持・向上を図り、磨き後の評価を目に見える形でご提供できるよう、自社にて測定器を導入することで磨き精度はもちろんのこと、そこに数値としての絶対的な信頼度を付加できるようになりました。この作業環境の整備・検査機器の導入を受けて今井技巧はISO9001の認証を習得することができました。
これからも今井技巧はISO9001の認証を受けた先駆けの『磨き屋』として、より高付加価値の技術を提供できるよう日々精進してまいります。

ISOについて